

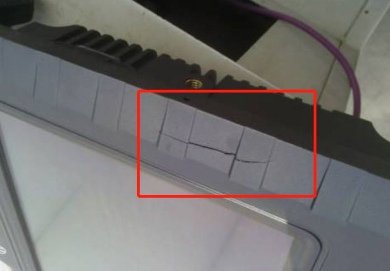
注塑产品裂开的因素
注塑产品的裂开,包含产品表面线状裂痕、微裂、顶白、裂开及因产品粘模、流道粘模而产生或创伤危机,按裂开時间分脱模裂开和运用裂开。主要是有下列多个问题的因素产生:
一、模具问题:
1、尽可能少用金属镶件,以防止镶件与产品收缩率不一样产生内应力增加。
2、产品结构不可以过薄,衔接部分应尽可能选用圆弧衔接,防止尖角、倒角产生应力集中。
3、顶出要平衡,如顶杆数量、截面积要充分,脱模斜度要充分,型腔面要有充分光滑,这种才防止因为外力因为顶出残余应力集中而裂开。
4、对深底产品应设定适度的脱模进气孔道,防止产生真空负压。
5、主流道衬套与喷嘴连结应该防止冷硬料的拖拉而使产品粘在定模上。
6、主流道充分大使浇口料未都还没固化时脱模,这种便于脱模。
二、机台问题:
注塑机塑化容积要适度,过小塑化不充分无法充分混合而变脆,过大的时候会降解。
三、材料问题:
1、材料自身不适合正在加工的环境或质量较差,遭受污染都是会产生裂开。
2、再生料的含量太高,产生产品強度过低。
3、湿度过大,产生一些塑料与水汽发生化学反应,减少強度而产生顶出裂开。
四、加工问题:
1、适度调高模具溫度,使产品便于脱模,适度调低料温防止分解。
2、加工压力过大、速率过快、充料愈多、注射、保压時间太长,都是会产生内应力过大而裂开。
3、产品残余应力,可借助在成型后立刻完成退火热处理来清除内应力而减少裂痕的形成。
4、防止因为熔接痕,塑料降解产生机械强度减少而产生裂开。
5、调整开模效率与压力防止快速强拉产品产生脱模裂开。
6、适度采用脱模剂,需注意时常清除模面附着的气雾等成分。
液体阻燃剂厂家济南鸿图新材料有限公司创办于2020年,是主要生产研发销售无卤阻燃剂,液体无卤阻燃剂,溴系环保阻燃剂,环保阻燃母粒,PP透明成核剂及润滑剂等塑料和涂料添加剂;以及塑料周边产品的塑化企业。塑料及涂料助剂有:PP成核剂系列---PP增透类和PP增刚类成核剂及成核剂母粒;PVC塑料助剂---1.PVC液体/粉末阻燃剂2.PVC光亮润滑剂3.PVC改质剂4.PVC透明热稳定剂四..涂料助剂--BYK流平剂;BYK消泡剂;BYK分散剂及涂料导电剂,催干剂;垂纹剂,手感剂等。
 微信客服
微信客服